What is a polyurethane hose used for in flour mill
Rubber hose has become an indispensable accessory in the chemical, petrochemical and pharmaceutical fields, as well as in the transportation and production of automobiles, tankers and ships. Such as high temperature, low temperature, wear, bending, folding, tension, pressure and chemical corrosion, etc. However, these harsh conditions and improper user methods have always been a serious problem.
Process line for rubber hoses in the chemical industry
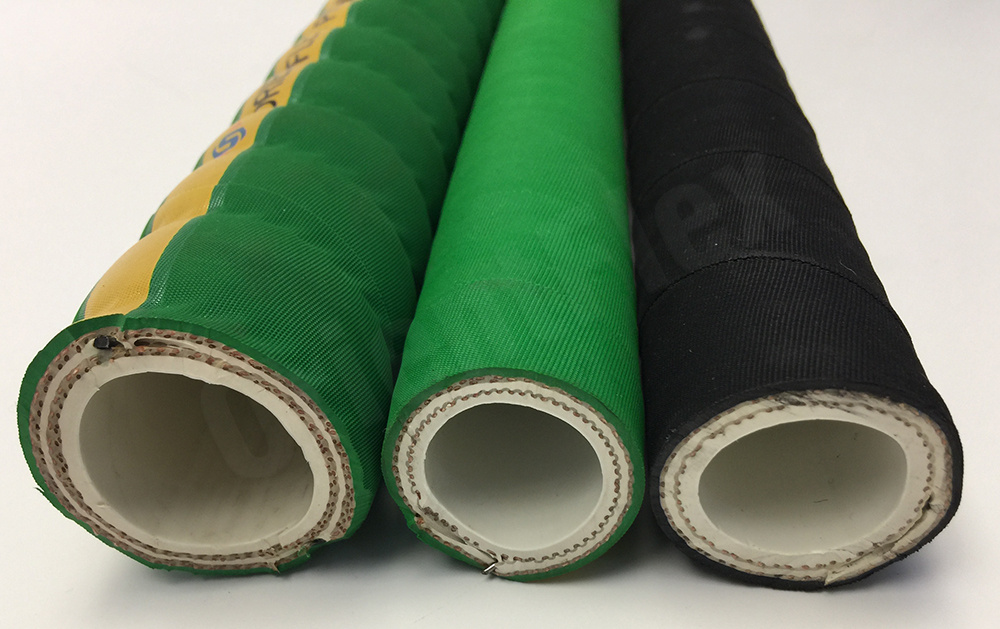
Rubber hoses serve as connections between equipment, machines or instruments. It can also transport various liquids according to its structure and design. Therefore, rubber hoses must undergo strict inspection after they are manufactured. The more important characteristics of the hose are also monitored and standardized. In order to meet all requirements, chemical industry hose manufacturing plants have assembled a huge quality inspection process line from raw materials to finished product delivery. Establish test statistics tables and certificates through quality inspection. The inspected hose must be delivered with an inspection record. The structure of the hose and the dates of production, inspection and quality monitoring recorded on the record card. In order to be responsible to users, problems that arise during the production process must also be recorded. Especially in the process of transporting steam and corrosive liquids, accidents and failures are likely to be encountered.

Nonetheless, those responsible for safe work in the chemical industry have discovered that rubber hoses are not suitable for certain conditions of use and liquids due to improper user methods. It is possible that no damage to the hose was found when transporting such products. But it is still necessary to understand why products containing solvents or cleaning agents can quickly damage the inner and outer layers of hoses. In addition, hoses that require manual or automatic operation under pressure or high temperatures can only be operated after it is determined that the hose can withstand folding, bending, impact and wear. In addition to permeability, effective pressure and diffusivity, the selection of optimal usage conditions such as length change and standard diameter is equally important. Moreover, the time and service life of industrial hoses in contact with liquid must be accurate. All these parameters are fairly easy to determine. It is also necessary to know whether the hose can withstand vacuum or pressure. Because there are many industrial hoses that need to be used under vacuum. In this case, the industrial rubber pipe should be reinforced with steel wire or other materials. Manufacturers and distributors of hoses for the chemical and petrochemical industries must be able to advise and answer users of the special requirements of each hose. In order to help users choose hoses and meet their various requirements, industrial hose manufacturers have drawn some charts corresponding to hoses. But this still cannot meet the user’s requirements. A better approach is to always consult with the manufacturer or conduct actual tests. These charts can only serve as a reference for users.
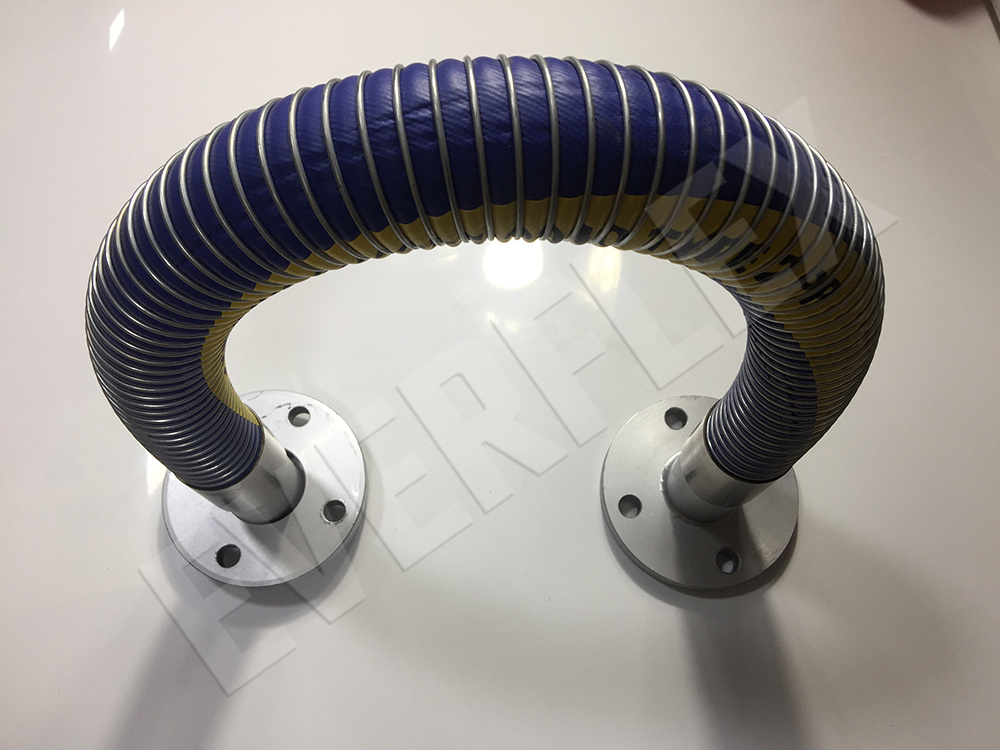
Installation of pipe joints
The size of the chemical pipe joint must be the same as the size of the hose. Otherwise there is a risk of the hose being damaged. Therefore, it must be installed by professionals. To check the quality of the installation, professionals can carry out pressure and conductivity tests. Practice has proved that many accidents are caused by the mismatch between hoses and pipe joints. For hoses carrying steam, a special sleeve must be installed to avoid this danger. This type of pipe joint can also be used for other chemical hoses. Use examples show that it is important to pay attention to certain restricted uses. Everflex will provide customers with special connectors based on their specific working conditions.
A broken rubber chemical hose can cause serious accident
In recent years, when a chemical factory was using a tank truck to fill ethylene oxide into cylinders, the connecting hose fell off and rubbed against the cement floor. Then it caused sparks and causing a deflagration accident, seriously injuring three people. Due to production needs, workers filled 300kg cylinders with ethylene oxide using a tanker truck with a net weight of 5.5 tons. However, the ethylene oxide liquid leaked from the joint between the tank car outlet control valve and the filling cylinder, and the chemical hose fell off. The flange, steel pipe and fastening hose wire that were impacted by the tank pressure of 0.539MPa fell down. And sparks flashed when it rubbed against the cement floor, causing a deflagration accident in an instant. Three bottlers discovered the leak. During the emergency operation to close the valve, he was burned by the deflagration flame. The burn areas reached 54%, 63% and 88% respectively. All were seriously injured.
Accident cause analysis
The main reason for the accident was that the filling steel pipe and the rubber hose were not tightened. The leaking ethylene oxide liquid encounters impact sparks generated by friction, which ignites the ethylene oxide and leads to deflagration.
Lessons from the accident
The occurrence of this accident was simple, and the safety precautions taken after the accident were also relatively simple. measures taken. The first is to improve the connection method of filling pipes and use anti-static metal hoses instead. The second is to use non-fire floor materials. The third is to strengthen safety education and training for operators, requiring operators to operate strictly and carefully.

Regarding the hidden dangers of this accident or similar accidents, the question that needs to be reflected on is: why safety measures were not taken before the accident occurred. Suppose that before the accident, the team leader or safety management personnel put forward rectification suggestions, what would be the reaction? Some people may think it is not necessary. Because no similar accident has happened before. Some people may also think that they are too timid and afraid of getting into trouble. Because even if ethylene oxide liquid leaks, it may not cause deflagration and fire accidents. Generally speaking, people usually infer the development and changes of things from the good and safe aspects. Rather than infer the development and changes of things from the bad and unsafe aspects. This creates a mindset that ignores unsafe factors in the workplace. This is an important reason why it is always important to take action after an accident. The way of thinking required for safety management should be to “prevent problems before they happen”. We should be able to detect unsafe factors in things that some people take for granted. Take measures to prevent it in advance.
A liquid ammonia tank truck from a transportation company went to a fertilizer plant to fill with liquid ammonia. Because the tank truck’s own liquid ammonia filling hose did not match the interface connection of the fertilizer plant’s liquid ammonia filling system, the driver borrowed the filling hose from another tank truck driver who was waiting to fill the tank truck with liquid ammonia at the fertilizer plant. At about 9:30, during the filling process, the liquid phase pipe of the loading and unloading hose suddenly burst. A large amount of liquid ammonia leaked out, and the liquid ammonia vaporized instantly. A large amount of white fog suddenly spread to the surroundings. At this time, there were 4 people working or waiting for filling. After the accident, three of them quickly ran away from the scene. One car owner was unable to escape and fell to the ground due to poisoning. He was later sent to the hospital and died after rescue efforts failed.
Accident cause analysis
1. There was no overpressure in the liquid ammonia filling system of the fertilizer plant when the accident occurred. And the safety valve of the liquid ammonia spherical tank did not trip. The design pressure of the liquid ammonia tank truck and loading and unloading hoses is 2.16 MPa, which is higher than the working pressure of the filling system of the fertilizer plant. Experts determined that overpressure filling of the system was ruled out.
2. The burst chemical hose broke into 3 sections. In addition, there are signs of damage on the outside, and the inner mesh steel wire is severely corroded. Rubber has obvious aging characteristics. Experts determined that the hose had quality problems. It is also the direct cause of the accident. It is understood that this factory has 2 sets of liquid ammonia loading and unloading hoses. One set comes with the tank truck, and the other set is purchased from a trading company. 2 sets of hoses are frequently replaced. This set of hoses purchased from a trading company has neither a product certificate nor a manufacturing unit, making it a “three-no” product. One of the two sets of hoses from the factory was tested by the relevant statutory testing agency along with the tank truck on November 6, 2002. The test results showed that the liquid pipe was qualified but the gas pipe was unqualified. Since the testing unit did not indicate the testing mark on the tested hose body, over time it became impossible to determine which of the two sets of hoses had been tested and which had not been tested. But one thing is certain: the loading and unloading hose used by a tank truck driver at a factory in Pingxiang City is unqualified or has not been tested, and he also lends this loading and unloading hose to others.

3. The owner of the accident tank truck had not received safety training. In addition, the tank truck was not registered and the “six certificates” were incomplete. In addition, the tank truck is an illegal transport tank truck and does not have the qualification to transport liquid ammonia.
4. The filling site does not have the necessary filling conditions. The fertilizer plant was not equipped with liquid ammonia filling hoses at the tank truck filling station. In addition, there are no metering devices, gas concentration monitoring and alarm devices, and automatic gas leakage cut-off interlocking devices. The filling personnel filled the tank truck with liquid ammonia without carefully checking whether the tank truck had the filling qualification, which was a serious dereliction of duty.
Lessons from the accident
1. Strengthen safety education and improve safety awareness and self-protection capabilities. According to regulations, personnel working with hazardous chemicals must undergo safety technical education, be familiar with the physical and chemical properties and safety protection measures of the medium they transport, understand the relevant requirements for loading and unloading, have the ability to handle accidents and abnormal situations, and adhere to regulations Only with a certificate can you engage in the transportation of hazardous chemicals when all safety conditions are met. The owner of the accident tank truck was operating illegally. Because he did not participate in safety knowledge training and education, he had insufficient understanding of the chemical properties of liquid ammonia and the hazards of liquid ammonia to the human body, and was unable to effectively take corresponding measures to protect himself after the accident.

2. Hazardous chemical transportation equipment should be designed in accordance with specification requirements. There must be production processes, equipment or facilities that comply with national standards. In addition, there must be a sound safety management system and qualified safety managers and operators. If the location of the filling station is reasonably determined, it will facilitate the evacuation of personnel after an accident. Standardize filling facilities, set up automatic emergency shut-off systems, etc.
3. Strengthen the management of filling and transportation of hazardous chemicals. Tank trucks with incomplete documents will not be filled.
4. It is a very typical accident that the liquefied gas filling hose bursts and injures people. Therefore, the safety management of pressure pipelines, especially pressure pipelines of this type like liquefied gas filling hoses, should be further strengthened. The testing agency shall mark the qualified hose body with a qualification mark. The refilling unit can only use it after seeing this sign.
Maintenance and inspection of hoses
In order to ensure the best quality, hoses must be inspected multiple times before leaving the factory. However, similar inspections should be carried out during use. And also pay attention to maintenance. It is the responsibility of everyone in charge to follow safety rules. In order to ensure the safety of hose use, working groups have been formed in some large chemical plants. Provide the results of their work to the manufacturer. Since the liquid explosion accident in Spain, everyone has attached great importance to the safety of transporting RFA hazardous materials. During transportation, the hose used is a very important part. Of course, electronic computers also provide reliable data to enhance the safety of hose use. Therefore, some chemical plants utilize calculated data as follows. First, manufacturing engineers specifically measure the process performance of hoses and pipe joints based on usage conditions. and conduct necessary tests. Each test data is stored by computer. In addition, in order to control these process characteristics and serve as a reference, it is also conducive to planned experiments. The computer also stores the location, conditions and date of use of the hose. During hose maintenance, tests should be carried out as planned. Make all data reproduce regularly. This work should be expanded further. In order to establish unprecedented authority, hose manufacturers and sellers provide simple hose inspection methods.
Related posts





